
全位置焊中自动焊接设备技术的性能分析
1、开发技术路线
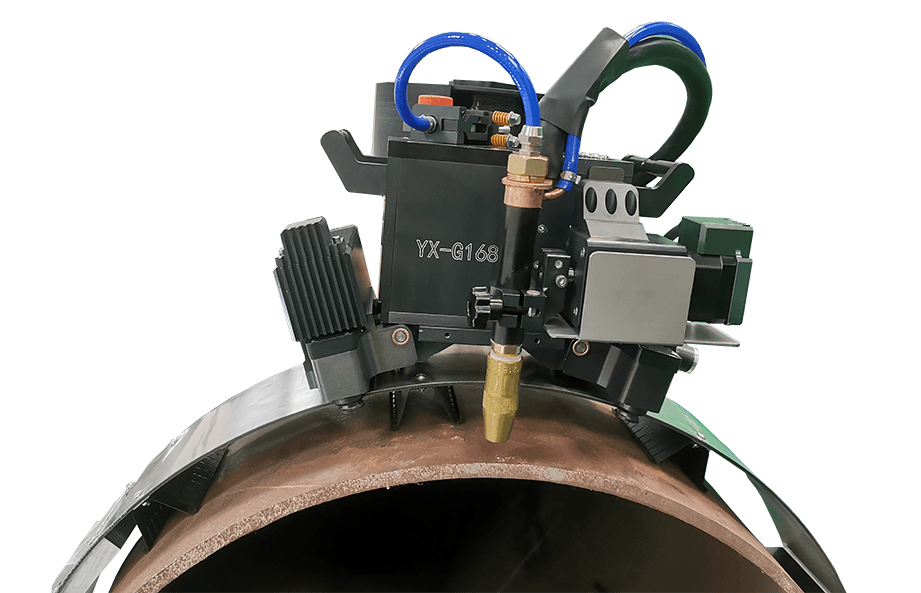
现阶段,焊接机头和导轨组合的方式已经在世界范围内很多国家的野外管道位置自动焊接中得以应用,采用往复运动形式控制焊枪。自动焊接设备的研制,主要关注焊接和工艺的优化以及实现,只有保证焊接工艺参数的合理化,才有可能保证焊接质量。所以,为了保证焊接质量,通常对于同一操作内容,存储了多套焊接工艺。一些焊接操作会对焊接质量产生直接的影响,但是技术人员却没有对其进行认真研究,自动焊接设备是一类机电一体化的设备,要从机、电、控制以及焊接等多个角度、多个方面展开分析,进行调节。伴随着移动存储设备应用范围的不断拓展,在其中存储大量的工艺程序已经不再有意义,没有较强的实用性。可以通过在光盘上存储焊接工艺的方式,再通过计算机进行数据的传输,将数据传递到自动焊接设备上,再由设备完成存储。在移动存储设备的使用过程当中,将存储设备中节约得到的空间再进行有效的利用,可以编制更多数量的控制程序,进行全自动焊的过程中,对焊缝进行全面的控制,以解决管道全位置的自动焊质量。
2、电气及执行元件
将直流电机驱动技术应用于我国的自动焊接设备当中,合理使用负反馈来进行电路的控制,控制的实质为:电弧电压、电流在传感设备检测得到的信号中,和基准信号进行对比,完成以后再在运算放大器的作用下实现放大,使其有效的进行直流电机的驱动。在上述操作中,运算放大电路或者集成式电路都会出现飘移现象,就是在操作温度升高以后,运算放大设备或者集成电路从原来的工作点开始移动,导致驱动直流电机的电压值发生改变,进而导致转动速度的改变。直流电机是一类电压控制型执行元件,转速的大小对降低直流电机控制系统中的电压值具有较大的影响,如果电压值发生了变化,则会导致直流电机转速的变化,使焊枪的位置发生偏离。
免责声明
本文章部分转载的文字源于互联网,转载此文是出于传递更多信息和非商业性教育科研目的,版权归原作者所有、若有来源标注错误或原作者不同意转摘的,请作者持权属证明与其联系,我们将及时更正、删除,谢谢!

联系人:熊经理、姜经理
电话:+86-22-23889667
手机:+86 13820221715
+86 13194693183
版权所有:COPYRIGHT © 2016-2025 一新管道 ALL RIGHTS RESERVED (本网素材部分来源于网络,版权归原作者所有,仅供参考,如有侵权,请联系我们删除)
技术支持:君远科技
备案号:津ICP备19006103号-1 津公网安备 12011102000678号
地址:天津市西青开发区赛达四支路28号模具园B4
 中文
中文
 English
English